Cold Drawn Steel for Automotive Components
Cold drawn steel rods are widely used in the automotive industry where components require strict dimensional accuracy, consistent mechanical properties and reliable surface integrity. This page outlines practical automotive applications, commonly used steel grades, machining and heat-treatment considerations, and procurement checks that help reduce rework and material variation.
Automotive Applications
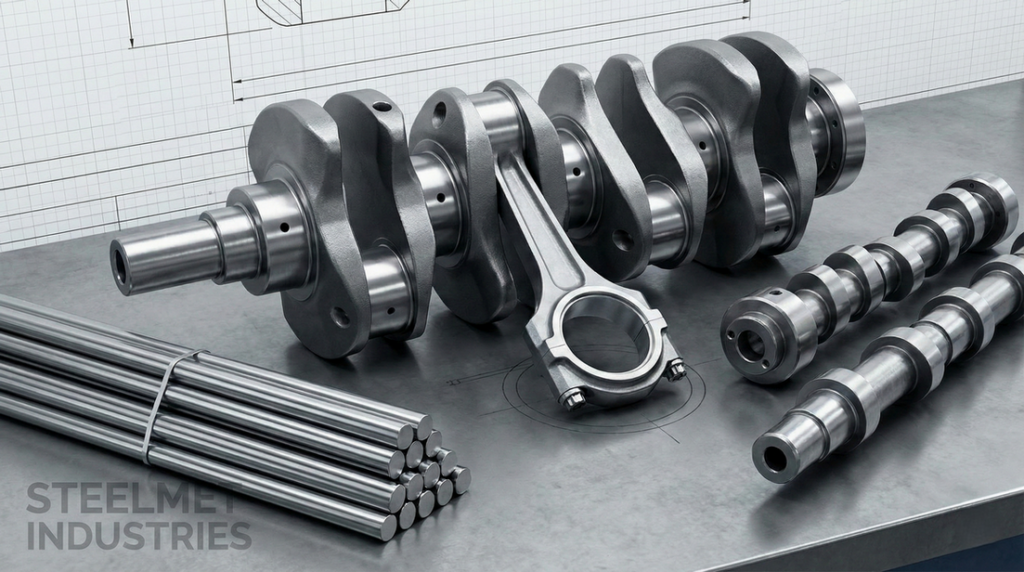
- Engine components: Crankshafts, camshafts and connecting rods are often machined or forged from cold drawn feedstock due to improved straightness and predictable mechanical behaviour before final heat treatment.
- Transmission components: Shafts, gear blanks and spline-ready rod sections benefit from uniform cross-section and controlled chemistry prior to carburizing or quenching.
- Steering system parts: Tie rods, drag links and stabiliser bars require tight tolerances and reliable threading, supported by the surface quality of drawn rods.
- Fasteners and brackets: Cold heading and thread rolling operations use low to medium carbon drawn rods to reduce cracking and maintain thread accuracy.
Common Steel Types and Equivalent Grades
The selected grade must match the final part’s heat treatment and functional load. Typical options include:
| Application | Indian / IS | SAE / AISI | EN / DIN |
|---|---|---|---|
| General shafts and machining | 45C8 | 1045 | C45 |
| Quenched & tempered components | 40Cr | 4140 | 42CrMo4 |
| Case hardened gears & pinions | 16MnCr5 | 8620 | 20MnCr5 |
| Cold heading & fasteners | EN1A | 1018 / 1215 | C15 / 11SMn30 |
Mechanical Properties and Surface Condition
- Tensile strength: typically 500–700 MPa in drawn condition depending on grade.
- Yield strength: usually 300–550 MPa before any additional heat treatment.
- Surface finish: cold drawn rods commonly achieve Ra ≤ 0.8 µm, suitable for bearing fits after final machining.
- Tolerances: h9 or similar tolerance ranges are standard for drawn rod stock; designers should confirm fit requirements with production teams.
Machining and Heat Treatment Notes
Cold drawn rods reduce straightening and initial machining time because of diameter consistency. For carburized components, select grades designed for effective case depth formation. For quenched and tempered parts, evaluate hardenability and section thickness. Avoid mixing batches without MTC verification to maintain uniform response to heat treatment.
Procurement Considerations
- Specify grade, standard designation and acceptable equivalents.
- Define cut length, end condition and tolerance range.
- Confirm required surface finish and whether drawn or ground stock is needed.
- Request mill test certificates (MTC) for chemical and mechanical verification.
For material selection or commercial enquiries, use the contact form.
Related Pages
FAQs
Why use cold drawn instead of hot rolled material?
Cold drawn rods generally offer improved straightness, tighter diameter tolerance and better surface finish, reducing machining effort and material waste.
What documentation should accompany each batch?
A mill test certificate (MTC) or equivalent inspection certificate should be provided for traceability of chemistry and mechanical properties.